文責 河西 修 引用文献 溶解鋳造 鋳物
1 訪問先及び業務内容
小穴鋳造

昭和26年 創業開始
昭和35年 飯田に移転キュポラ溶解を始める
平成 3年 電気溶解を始める
株式会社クボタ鋳造

昭和32年5月
山梨県甲府市朝気1-9-21に於いて、窪田鋳造所を創業。
昭和45年
山梨県北巨摩郡長坂町大八田6811番地に移転。
長坂工場を設立(今回の視察場所)
昭和53年5月 2MM自動造型機(金森新東株式会社)増設
昭和54年7月 資本金300円で法人に組織変更。社名を㈱クボタ鋳造とす る。
昭和57年12月キユポラ熱風装置一式増設
昭和59年8月 ロータリクーラー一式増設
昭和60年4月 金属組織測定機(写真撮影可)増設
昭和63年1月 SM50SA高圧自動造型機(株式会社コーヨー)増設
平成l年1月 砂処理設備一式増設
平成1年11月 集じん装置一式増設
平成1年12月 クリアラインドラムプラスト(ショットフラスト)(新東工業株式会社)増設
平成2年11月 SMS5045R型高圧自動造型機(株式会社コーヨー)増設
平成3年 資本金1000万円に増資
平咸3年5月 プラスチツク部門開設
平咸4年3月 螢光×線分析装置増設
2 鋳造とは
溶融した金属を鋳型に流し込み,凝固させて製品とするごとを鋳造といい,鋳造されたものを鋳物という。
3 鋳物とは
鋳造された後,さらに塑性加工されることなく使用されるものを狭い意味の鋳物といい,これに対して,鋳造後,圧延,鍛造などの塑性加工を受ける場合,その鋳込まれたものを鋳塊(ingot)という。
鋳造は数千年前から今目に至るまで,大部分の固体金属材料を得るために経なければならない必要な手段であったということができる。良好な鋳造を行なうためには,まず金属を完全に均等に溶融しなければならない。この溶解操作ぱ単なる再溶解である場合と,合金配合の溶解である場合と,精錬(refining)や製錬(smehing)を含む場合とがある。
映画 もののけひめ の一場面 たたら製鉄の場面
次から次へと砂鉄が投入される。
細い鉄の流れが下部に見えるのはスラジを出しているものと思われる。
映画では4日間、ふいこを踏むというせりふを言っている。
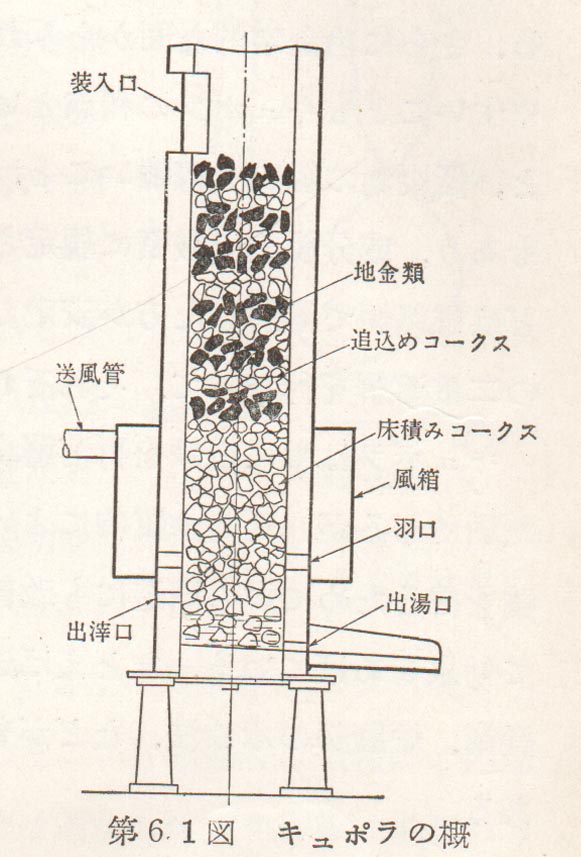
4 キュボラの概念
鋳鉄の溶解はおもにキュポラによって行なわれる。キュポラは図に示すような構造の炉である。

写真説明
中小企業事業団の委託により、石油代替エネルギー技 術開発事業として閉発した、高効率溶解キユポラです。
排ガス温度は低温で、熱風温度を450度C以上にする高性能の熱風キユポラです。保全管理を簡素化する ため、熱交換器に内部帰除用自動ばいじん除去装置を 設けています。
■特長
●熱交換器に入る排ガス温度が低いため装置が簡略化 でき450℃以上の熱風温度が 安定して得られます。
●熱交換器に自動ばいじん除去装置が設置されていますので、保守点検が極めて容易で す。
●熱交換器の排ガスバイパスは、従来のキュポラ煙道を利用しますので、装置が簡略化 ざれています。
●燃焼室の2次空気ば自然通風方式です。
炉内には,炉底からある高さまでコークスを詰め,その上に銑鉄,返り材,鋼材などの地金類とコークスを一定の比率を定めて交互に投入し,装入口まで詰める。
この状態で羽口と称する空気の送入口から空気を送ってコークスを燃焼させ,その熱で地全を下部から徐々に溶解させる。
溶けた地全は下部の湯だまり部にたまり,出湯口から取り出される。

溶解が始まると充填物は徐々に炉内を低下するので,これを補充するため地全類,コークスが操業中連続して投入され,炉内にはこれらが絶えず装入口まで詰められた状態にしておく。
最初地全の下にわくコークスを床積(とこづみ)コークスまたは初込(ぱつごめ)コークス,地全類と交互に技入されるコークスを追込(おいごめ)コークスと称し,ともにその量は操業の良否を左右する重要因子である。
追込めコークスの地全に対する重量割合をコークス比という。
なお,造滓材料として少量の石灰石も投入されるが,この石灰石と地全の銹,コークスの灰分,侵食された炉壁材料などが結合して流動性のよいスラグが形成され,ごれが出滓口から随時取り出される。

写真 キュポラ付近のスラグ
職人はこのスラグの色から溶解の調子を判断する。

溶湯は前炉と称する湯だまりにためられることが多い。前炉の設置は多量の溶湯をためることがその第一の目的であるが,ここでは溶湯がコークスと接触することがないので,コークスからのイオウ,炭素の吸収が防がれ,また多量の溶湯 が混り合うので成分が均等化される、などの利点がある。
キュポラ溶解によってつくられる鋳物は機械鋳物が主体であるが,そのほかに日用品鋳物,インゴットケース,チルド鋳物など広範囲の種類がある。また可鍛鋳鉄,球状黒鉛鋳鉄,低合金鋳鉄などの特殊材料の溶解も可能である。
キュポラがこのように広く用いられるのは,原料の配合によって成分組成を広範囲に変えることができ,しかも操業法が比較的容易で,また溶解費も低廉であるからである。さらに冶全学的な面からみれば,過酸化が防がれて巣のない健全な鋳物が得やすいこともキュポラの利点といえる。しかし,成分の変動をまぬがれえないこと,低炭素の組成を得難いこと,イ才ウの増加する傾向のあること,などの欠点もあり,成分組成を厳密に規定される材料,たとえば球状黒鉛鋳鉄,可鍛鋳鉄などは電気炉で溶解した方が安定したものが得られる。

写真 小穴鋳造 電気炉の溶解の様子
また,キュポラと電気炉との二重溶解を行なって,それぞれの特長を発揮させる方法もとられる。キュポラは単に銑鉄を再溶解するという考えのもとに,古くから用いられてきた炉であるが,その本質的によい点も理論的に解明され,さらに積極的によい材質を得るために炉の構造にも改善が加えられ,操業法にも新しい方法が試みられて効果をあげている。たとえば送風を予熱する熱風操業,脱湿送風操業,塩基性操業,炉腹部の水冷法,などが普及され,キュポラの特長が一段と伸展されつつある.
5 実際の鋳造の様子
小穴鋳造(電気炉の場合)

保管されている銑鉄

銑鉄を電気炉の中に入れる
温度は1170度、500A~1000Aの電力を使 い溶かす。電気代は1時間1万円だそうだ。


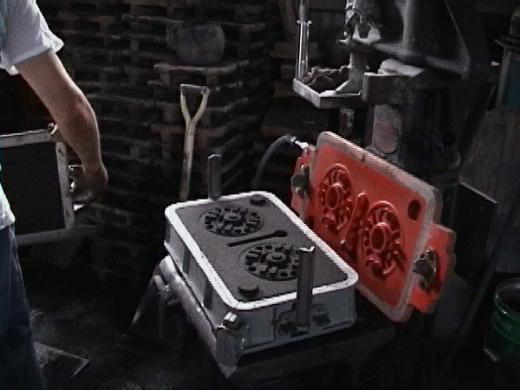
これは砂型を造っている様子である。
左から、砂を型に入れている様子。
真ん中は砂を押し固めている様子。
右はできた砂型である。
電気炉から溶けた鉄が取り出される。
5分から10分ぐらいですぐに固まってしまうため、いったん仕事を始めると最後まで仕事を辞められない。

柄杓の大きな物にくみ取り型に流し込む。
汲み入れた瞬間、軽石を一握り入れスラジをとり、表面の仕上がりをよくする。

10分から15分程度で鉄は固まる。
工員は、固まった鉄を無造作にベルトコンベアに蹴り落とし砂と鉄に分離させる。
砂は何回もリサイクルされる。

砂は振動したベルトにより鉄から分離し製品として完成する。

小さな鋼の鉄球をいれ鉄の表面を削り仕上げる。

無造作に回転し、表面が仕上げられた製品
質問 キュポラ溶解をやめて電気溶解にかえた理由は?
キュポラの場合は材質の変換が容易にできない。逆に、同じ材質を溶かすこと にはたけている。電気炉は1回1回材質を変えることができる。
甲府にはもう一軒にだけになってしまった。実は不景気が電気炉にせざる終えな かった最大の理由である。
質問 現在まで事業を続けられた理由は
種子島と堺はいい鉄分を含んだ砂浜を持っていた。この砂から鉄分と砂を中国から取り入れた技術で溶かし分離させ鉄を得ていた。
鋼 ・・・純度99% 固くH鋼程度 我々は最終製品と呼んでいる。
民間は、鉄工石を使うのではなく製鉄所が造った中間材料である選鉄を買い入れ加工している。1kg40円。カーボンを3%含んでおり、融点が下がっており民間での加工がしやすい。約1170度で溶ける。たぶん、鋼は1700度でなければ溶けない。民間でこの温度を出すのは難しいが、細かい形に加工しやすい銑鉄からの鋳造のほうが需要が高く現在はこれが大手との差別化となっている。
クボタ鋳造の場合
銑鉄
軽いし

コークスがすぐに調合できるように保管されて いる。

キューポラ装入口を見上げた写真
自動的にコークスや銑鉄を運搬しこの装入口か ら投入する。
キューポラ内で1500度

前炉で1440度

自動造型機
工員はエアで砂を払うぐらいの仕事である。
圧縮 運搬等自動である。

型に流し込む段階で1380~1400度
キュポラ内の鉄がある限り延々と作業が続く。

回転させて、土と製品を分離する。

砂と分離し完成した製品


こんでん作業を行う機械
水、砂、粘着材、でんぷん(スターチ)、石炭粉(シーコール)を混ぜ合わせる。

砂自体はは最初は白い。

グラインダーで湯口のバリを取る。

クリアラインドラムプラスト装置
鋼の小さな粒と衝突させ、表面の仕上げを行う。
メインメニューに戻る